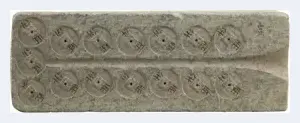
图1 “西汉半两”滑石质钱范的正面和背面图
范,一般与模相连用,即模范,初意是指古代铸造铜器和铁器时所使用的主要造型工具。钱范是古代铸造金属货币的模子,一般称为钱模。汉代王充《论衡·物势》中讲 “埏植作器,必模范为形”,才能铸作器物。
中国是最早实行金属铸币的国家之一,现有的考古资料证实,至迟在春秋中晚期已开始正式铸造钱币,铸钱工艺远在2000多年前的秦汉时期即日趋成熟,先秦时已有范铸,采用“分流直铸”法,故钱多为上下铸口。秦末以后,改用“直流分铸”工艺,铜范、石范兼用。至汉武帝钟官铸钱,为求钱型统一,铸饯由“祖范、母范、子范”逐次翻铸。中国铸币工艺,最迟到汉武帝时的上林三官五铢钱,已经成熟、定型。尤其是叠铸法,西汉初已使用,直至东汉晚期依旧盛行。在中国 2500余年的铸币发展史中,钱币铸造大致经历了平板范竖式浇铸、叠铸、母钱翻砂铸造三个阶段。古代铸钱工艺的演进,为中国货币文化的发展奠定了基础。
而作为铸钱工具的钱范,有陶范、石范和金属范三种,它们并不是同时被使用的,而是经历了一个漫长的历史发展过程。铜范又叫母范,是用铜雕刻成的范。较之泥范,是先进的铸造工具,因为它克服了泥范铸造的“一次性”的缺陷,一套母范制成后可以反复使用,大大提高了工作效率。因此,对母范制作的技术性要求较强。母范的制作费工需时,必须标准精细,以达到设计的造型要求,母范制成后,印制子范则任何工人都可操作,其成品规格划一,文字精整,且可大量生产。
西汉时期制造金属物件还没有出现翻砂工艺,制造青铜钱币普遍采用的是范铸技术。铸钱必须先制作带有钱币型腔的钱范,再将熔化的青铜注入钱范之中,待冷却后取出铸就的钱币毛坯,加工而成。因此钱币的生产数量和效率,以及钱币的质量好坏,在很大程度上由钱范的制造技术水平决定。社会发展促进了对钱币需求的扩大,迫切要求增加钱币的供应,同样在某种程度上促进了范铸技术的改进,从而提高了铸造钱币效率。
“西汉半两”钱范为滑石质(图1),形制为长方形,比较规整。长26厘米,宽9.3厘米,厚2厘米,重1356克。两侧边缘有磨损,“直流分铸”工艺,内铸一横3枚,两纵12枚钱模,穿径0.95厘米,直径2.7厘米,浇口宽3厘米。范面顶部中有漏斗状浇口,下与主槽相连,支槽通钱模。钱文“半两”两字为阴文小篆体,笔画均匀,已隶化,钱体较薄,此范从钱形字体上看,当属西汉高后所行八铢半两范。石范的材料主要是地滑石和蛇纹石,这两种石质有硬度低、质地细腻、易雕刻和耐高温等特点。


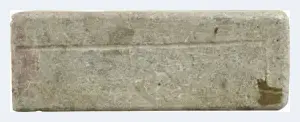
图2 “东汉五铢”铜质钱范的正面和背面图


图3 “东汉五铢”铜质钱范的正面和背面图
“东汉五铢”钱范,为铜质(图2),形状上长方下半圆,略似舌形,长23.5厘米,宽8.3厘米,厚1.1厘米,重1412克。范面较宽,“直流分铸”工艺,范面顶部中有漏斗状浇口,浇铸口两侧各有一三角形榫,底部正中有一个三角形榫,下与主槽相连,支槽通钱模,内铸两行钱模共12枚,钱模直径2.7厘米,穿宽1厘米,字文“五”字交笔较直,“铢”头转笔方折,字形结构严谨。还有一件“东汉五铢”铜质钱范(图3),形状上长方下半圆,略似舌形,长22.2厘米,宽度9.3厘米,厚1厘米,重1197克。范面较宽,两侧上部有磨损,“直流分铸”工艺,范面顶部中有漏斗状浇口,下与主槽相连,支槽通钱模。内铸两行钱模共10枚,钱模直径2.5厘米,穿宽1厘米,字文“五”字竖画交笔较直,“铢”头方折,字文点画布局匀称。这两件铜质钱范工艺精良,钱形规整,范面光平,字迹清晰。
钱币是传承人类文化的最好载体之一,其本身折射出来的历史文化、艺术价值,值得人们去发掘和解读。
![新制古琴成收藏新宠[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/e3dzhhggydf.webp "新制古琴成收藏新宠[图文]")
![本命年——这些戴首饰的禁忌千万别含糊![图文]](http://zuopin.meishuziliao.com/file/zuopin_img/ntykek3uf5q.webp "本命年——这些戴首饰的禁忌千万别含糊![图文]")
![各国早期钱币图案有啥秘密?看完真是涨知识啊[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/g3qwoyt5djt.webp "各国早期钱币图案有啥秘密?看完真是涨知识啊[图文]")
![中国艺术名家范炳南绘画作品登上世界邮票并发行[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/dplx1k0z4zy.webp "中国艺术名家范炳南绘画作品登上世界邮票并发行[图文]")
![端砚清赏:上海博物馆藏砚[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/lg2dux3e02a.webp "端砚清赏:上海博物馆藏砚[图文]")
![杂项清玩:历代金银器的特点 [图文]](http://zuopin.meishuziliao.com/file/zuopin_img/hvh1gxilumi.webp "杂项清玩:历代金银器的特点 [图文]")
![揭秘大师笔下的画中画:油画在科技下的神奇显现[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/qlsifwfzz5n.webp "揭秘大师笔下的画中画:油画在科技下的神奇显现[图文]")
![精美绝伦的亚特兰蒂斯折纸艺术[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/nnp4uota040.webp "精美绝伦的亚特兰蒂斯折纸艺术[图文]")
![成都图书馆哪些善本最牛[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/piuqisr1dpn.webp "成都图书馆哪些善本最牛[图文]")
![北齐墓室壁画:写实人物画的第一座高峰[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/nho4q3qbicu.webp "北齐墓室壁画:写实人物画的第一座高峰[图文]")
![清代铜狗镇纸为现代仿制[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/y0lti0thou3.webp "清代铜狗镇纸为现代仿制[图文]")
![传统农具诉说关东精神[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/ihmtxjgkv4y.webp "传统农具诉说关东精神[图文]")
![艺术无处不在 全球最迷人的地铁[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/pwtraoirtjo.webp "艺术无处不在 全球最迷人的地铁[图文]")
![艺术无处不在:Joma Sipe的神秘宗教几何学[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/co1afd4cofv.webp "艺术无处不在:Joma Sipe的神秘宗教几何学[图文]")
![周蕴华剪纸作品欣赏[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/jwptmrrr3iv.webp "周蕴华剪纸作品欣赏[图文]")
![从三位皇帝性格看“清三代”瓷器 [图文]](http://zuopin.meishuziliao.com/file/zuopin_img/m0xx3oqogz3.webp "从三位皇帝性格看“清三代”瓷器 [图文]")
![Mark Gmehling 广告创意[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/gm4jhgvr3hg.webp "Mark Gmehling 广告创意[图文]")
![明清瓷器鉴定中要认真对待的几个问题![图文]](http://zuopin.meishuziliao.com/file/zuopin_img/hezw5bzvffc.webp "明清瓷器鉴定中要认真对待的几个问题![图文]")
![单色釉是瓷器收藏的最高境界 [图文]](http://zuopin.meishuziliao.com/file/zuopin_img/ipv44lahd3w.webp "单色釉是瓷器收藏的最高境界 [图文]")
![最美大学校园建筑 汕头大学[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/42gvwkh0abk.webp "最美大学校园建筑 汕头大学[图文]")
![浅谈宋代黑釉瓷器发展历史 [图文]](http://zuopin.meishuziliao.com/file/zuopin_img/mia2kvvupon.webp "浅谈宋代黑釉瓷器发展历史 [图文]")
![创意无极限:艺术藤编汽车[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/aen2cqkwtar.webp "创意无极限:艺术藤编汽车[图文]")
![创意便签的艺术[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/5jdaqyddncs.webp "创意便签的艺术[图文]")
![国外精致创意的糖果包装欣赏[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/hj3eve3nseo.webp "国外精致创意的糖果包装欣赏[图文]")
![云状灯泡云设计:加拿大卡尔加里艺术家caitlind brown作品欣赏[图文]](http://zuopin.meishuziliao.com/file/zuopin_img/3gcffajalez.webp "云状灯泡云设计:加拿大卡尔加里艺术家caitlind brown作品欣赏[图文]")
